
Control Options
- Avoiding That Crash
- Automatic Maintenance Reminders
- Developing Offsets
- Removing Unnecessary Code
- The Haas Multi Function Jog Handle – Part 2
- The Haas Multi Function Jog Handle – Part 1
- Help to Restart
- Checking Tools Mid-Program
- Coolant Level
- Graphical Speed
- Reduced Peck
- Saving an MDI Program
- Backing Up Your Machine
- USB Drip Feeding (FNC)
- Duplicating/Editing a Program
- Ignoring Active Work Offsets
- Clearing Tool and Work Offsets
- Working out Drill Depth
- Search for Part of a Code in a Program
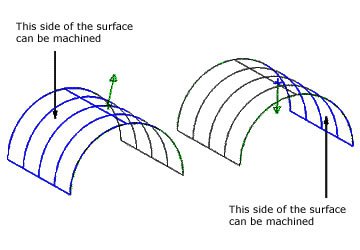
- Modelled Surfaces
- Setting 103 (CYC START/FH SAME KEY)
- Run Stop Jog Continue


